




フッ素の射出成形とは


熱可塑性樹脂を高熱で溶かし、金型に流し込み製品を製作します。
フッ素樹脂の中でもPFAは融点約280~320℃に温度を上げると、PTFEとは異なり溶融流動性
を示すので、一般の熱可塑性樹脂と同様の溶融成形法が適用できます。
しかし、成形時の樹脂温度は非常に高く、通常320~400℃になり、しかも粘度が高いため溶融
流動性はあまりよくありません。
また、溶融時に微量ながら分解物が発生し、金属を腐食しやすい性質があります。
したがって、金型設計にあたっては、材質、デザイン等に留意し、製品の製造時には適切な
成形条件を設定する必要があります。
通常フッ素樹脂の射出成形はスクリュー式射出成形機を使用して行います。
成形時に発生するフッ素ガスにより、多くの金属や合金と反応するため、特殊なコーティングを
しております。
射出成形の特徴

機械加工と比べて
・表層被膜(スキン層)が形式される為、強度的に強い。
・金型により製作するため量産が可能。
・均一的に同品質の製品が製作可能。
成形の種類
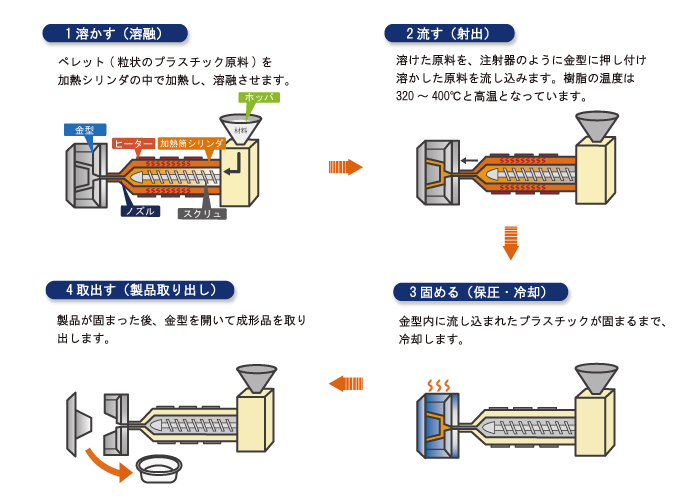
◆射出成形◆
射出成形は、ペレット(粒状のプラスチック原料)を溶かし、金型内に注入し、冷却・固化させる事によって、成形品を得る方法です。 複雑な形状の製品を量産するのに適し、最もポピュラーな成形法です。
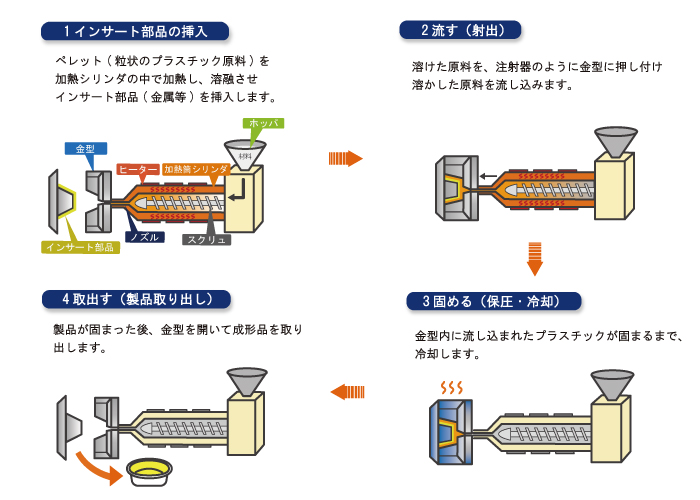
◆インサート成形◆
インサート品(金属等の部品)と樹脂が一体となった製品を製造するための成形技術です。
金型内にあらかじめ挿入したインサート品の周りに樹脂を注入してインサート品と樹脂を一体化した複合部品を成形します。
明興工業の射出成形技術
・流動解析

射出成形機から金型内に射出された樹脂が、どのように流動するかを流動解析します。
実際に樹脂が金型内をどのように流れているかは見ることができないので流動解析を使い、
不具合が起こりそうな箇所を事前に把握し、金型製作に反映させています。
→流動解析の技術情報はこちら
主な成形品
パッキン、ローラー、ウェハーキャリア、継手、容器、チューブ
|
Point 徹底した品質管理 |
|
|
熟練の射出成形技術で収縮率3%のフッ素樹脂を
完璧にコントロール。思い通りの形・寸法を実現
致します。 →品質管理体制の情報はこちら |

|