




圧縮成型


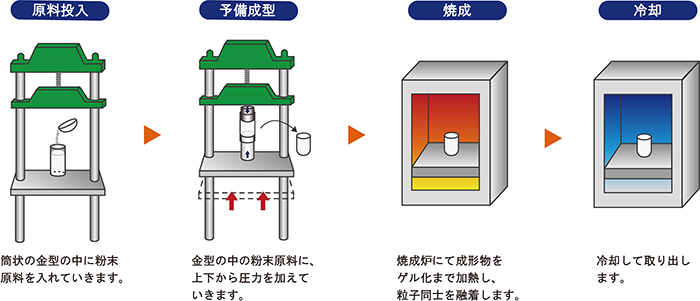
パウダー状の樹脂を押し固めて、素材を成形する方法です。
樹脂は溶融させて、一般のプラスチックのように型に流しこんで成形するのが一般的ですが、
代表的なフッ素樹脂のPTFEは射出成形できません。
フッ素樹脂の中でもPTFEは加熱してもゲル状になるだけで、完全には溶融しないので金型に
流し込んでの成形はできません。
PTFEは熱可塑性樹脂で融点は非常に高く、その融点は未焼成状態で約340℃、焼成された成形品
で327℃です。 予備成形品が融点以上の温度に上がると、白色不透明の状態から半透明になります。
この状態でもゴム状弾性体(ゲル状)であり、完全に溶けて流動化はしません。
したがって、通常の熱可塑性樹脂に用いられる射出成形や溶融押出成形等が適用できず、
金属の粉末冶金やセラミックに似た特殊な成形法が用いられます。
圧縮成型の工程
明興工業の素材成型技術
・ホットコイニング法
ダイヤフラムのように薄肉でやや複雑な形状のものを成形するときは、焼成後、別の金型(2次成形用金型)にいれて圧縮しながら、加圧下で冷却し必要な形状に仕上げます。この方法をホットコイニング法といいます。その後、より複雑な形状や寸法精度の必要な製品は、さらに機械加工での切削加工を必要とします。ホットコイニング法はPTFEの成形に用いられる最も一般的な方法です。PTFEは融点以上の温度になっても非常に高い溶融粘度を有する為、この方法が用いられます。
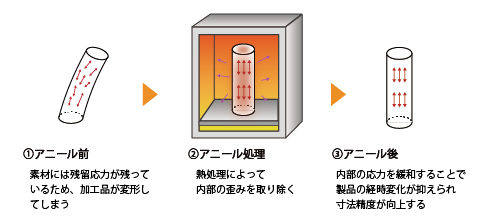
・アニール処理
成形素材の内部に存在する内部歪みを熱処理により除去する加熱処理をアニール処理(アニーリング)と呼びます。
高精度な寸法要求や複雑な形状の加工時、経時変化による寸法変化を抑えたい時にはこのアニール処理は必須の加工処理となります。
PTFEは柔軟性、弾力性があり、熱伝導率が小さく、熱膨張率が大きいという性質があります。
20℃付近では体積変化が1%~2%あるので加工時には特に注意が必要になります。
加工精度は工具の影響や樹脂の残留応力の影響、樹脂素材の成型方法の影響を受けるため、さらに寸法精度の高い製品を必要とする場合は、
粗加工後、アニール処理をし、機械加工する等、特別な対応をしています。
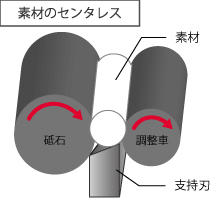
・素材のセンタレス
素材は一見まっすぐに見えますが実際は歪みや凹凸があります。
当社ではセンタレス加工機を導入し、たわみが少ない安定した外径寸法が可能です。
センタレス加工とは回転する2つの砥石の間に素材を通して外周を整える加工方法です。
 |
取扱い品種
・サイズについて
直圧式圧縮成型では、寸法サイズ100Lまでの素材を成形できます。
ドライバック成形かアイソバック成形であれば、寸法サイズ300Lまでの素材を成形可能です。
お客様が必要とする製品形状や用途にあわせ、種類・サイズなどを調整し、成形いたします。
※素材のみの販売はしておりません。
・種類について
種類は、汎用的なものではバージン、変性タイプ、グラスファイバー(充填材)、グラファイト(充填材)、ブロンズ(充填材)、カーボンファイバー(充填材)、エコノール(充填材)など各種ご用意可能です。
また、その他の樹脂も対応可能です。
オリジナル配合の樹脂をご希望でしたら自社でコンパウンド致します。
| 種 類 | 名 称 | 特 長 |
|---|---|---|
|
バージンタイプ |
耐薬品・耐摩耗・耐熱性に優れる |
ベローズ・パッキン・ガスケット・シール材など |
|
変性タイプ |
耐屈曲特性・耐クリープ性・ストレスクラック特性・耐薬液透過性・熱融着性等に優れる |
ベローズ・ダイヤフラム・ボールシートなど |
|
グラスファイバー (充填材) |
科学的・電気的性質に強く、耐クリープ性・機械的特性・耐摩耗性に優れる |
パッキン・ガスケット・バルブシート・軸受など |
|
グラファイト (充填材) |
圧縮クリープ・耐クリープ性・熱伝導性・耐薬品性に優れ、化学用に初期摩耗・始動抵抗が少ない |
ガスケット、パッキンなど |
|
ブロンズ (充填材) |
耐クリープ性、圧縮強さ、寸法安定性に優れ、熱伝導率が良い |
ピストンリング・軸受・シールなど |
|
カーボンファイバー (充填材) |
耐摩耗性・摩擦特性・クリープ特性に優れる |
軸受、メカニカルシール、ベアリングパッド、ピストンリングなど |
|
エコノール (充填材) |
軟質金属・水中での使用に適している |
軸受、ピストンリングなど |
※用途をお聞かせ下さい。当社より最適なものをご提案いたします。